
Un impianto di termovalorizzazione del New England voleva ridurre la quantità di costosa aria compressa e la manutenzione richiesta dal suo assorbitore a spruzzo. Un impasto di calce difficile da spruzzare, iniettato nella torre SDA, elimina l'acido e altre sostanze inquinanti dal flusso dei gas di scarico dell'impianto. Le lance con ugelli a doppio fluido usate in precedenza consumavano una grande quantità di aria compressa. Anche la frequente manutenzione degli ugelli era un problema. Due addetti alla manutenzione trascorrevano fino a tre ore al giorno nel difficile e pericoloso processo di rimozione dei fanghi secchi che si accumulavano continuamente sugli ugelli.
Sistema di raffreddamento a gas AutoJet

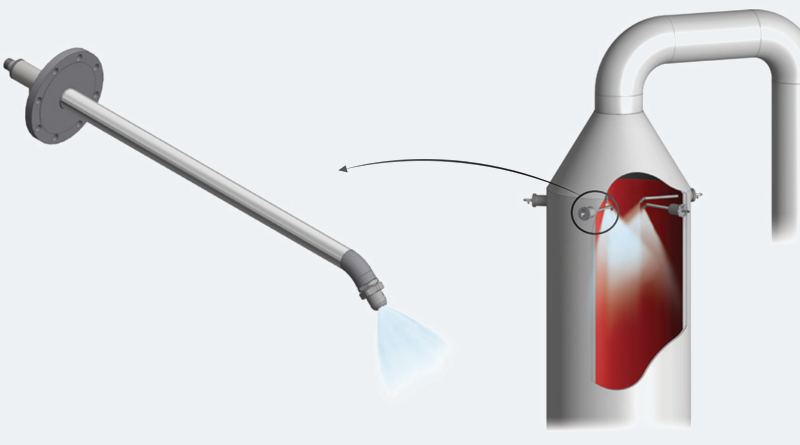
Spraying Systems Co. ha risolto i problemi dell'impianto con un'analisi CFD (Computational Fluid Dynamics) e con gli ugelli antibarba FloMax®. La creazione di un modello CFD della torre SDA ha fornito una migliore comprensione del flusso di gas attraverso la torre al fine di ottimizzare le prestazioni di spruzzatura delle lance degli ugelli. Sulla base del flusso d'aria previsto nella SDA, quattro lance FloMax® sono state progettate per generare la dimensione precisa delle gocce necessaria per ottimizzare l'utilizzo della calce e l'essiccazione, riducendo al minimo l'utilizzo di aria compressa. Il modello CFD ha anche determinato il punto di installazione corretto per le lance, che sono state installate a 34,1 m sopra la base della SDA alta 45,7 m su lance lunghe 1,2 m che spruzzano ad angoli specifici. I cappelli d'aria antibarba FloMax® hanno eliminato l'accumulo sugli ugelli, quindi la manutenzione quotidiana degli ugelli non è più necessaria.
Risultato
Il passaggio alle lance per ugelli FloMax® ha ridotto l'aria compressa utilizzata per l'iniezione dello slurry di calce di 1147 Nm3/ora. Ciò ha permesso agli operatori dell'impianto di spegnere un compressore da 200 HP dedicato al precedente sistema di iniezione, risparmiando circa 70.000 € all'anno. Aggiungendo i 43.800 euro di risparmio annuale nei costi di manutenzione giornaliera degli ugelli, si è ottenuto un periodo di recupero di 15 mesi. Inoltre, i problemi di sicurezza per il personale addetto alla manutenzione sono stati notevolmente ridotti. Dal punto di vista della sostenibilità, il tasso di conformità delle emissioni è molto migliorato e lo spegnimento del compressore da 200 HP ha ridotto significativamente l'uso di energia.